一、操作前核心注意事项
1. 必须准确记录加工中断时的程序行号,这是断点续雕的唯一依据。
2. 确认当前使用刀号、刀具类型与中断前完全一致, 禁止混用刀具。
3. 开机后必须将机床预热至 38℃左右, 保证机床热变形稳定。
4. 预热完成后必须执行全套对刀操作 (XY 轴+Z 轴+刀具补偿)。
5. 断点续雕必须往前回退一定行数再启动, 避免接刀痕、断刀、过切。
6. 多工序合并程序, 回退行号必须核对对应工序刀具与刀号, 严禁跨工序直接启动。
二、详细操作步骤
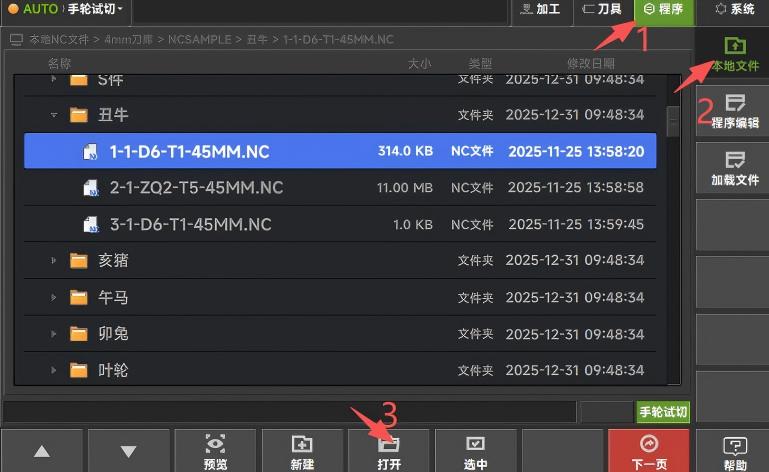
步骤 1:加载目标程序
1. 确认机床已复位、无报警、主轴停止。
2. 先将运行模式切换至 AUTO (自动模式) 下的手轮试切模式。
3. 加载本次加工对应的 NC 程序文件,核对程序名、刀具名、总行数。
步骤 2:进入断点续雕功能
1. 在系统操作界面点击下一页。
2. 在功能列表中选择断点续雕,进入专用设置界面。
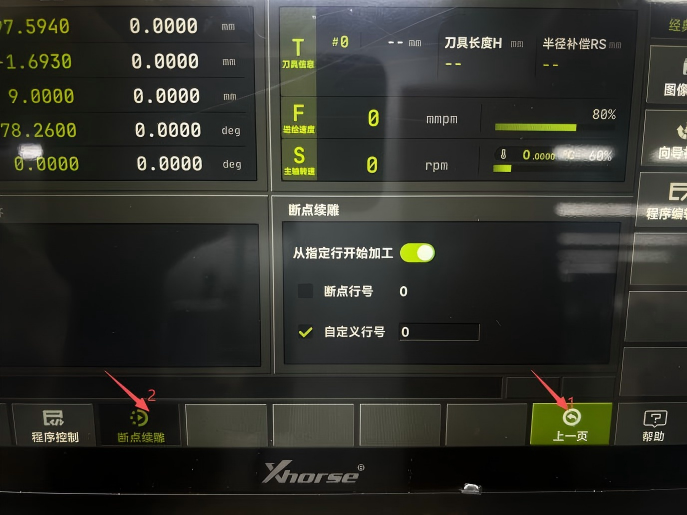
步骤 3:开启 “从指定行开始加工”
1. 在断点续雕界面找到从指定行开始加工选项。
2. 将该功能设置为开启状态。
3. 确认界面显示“ 断点行号”“ 自定义行号”输入区域。
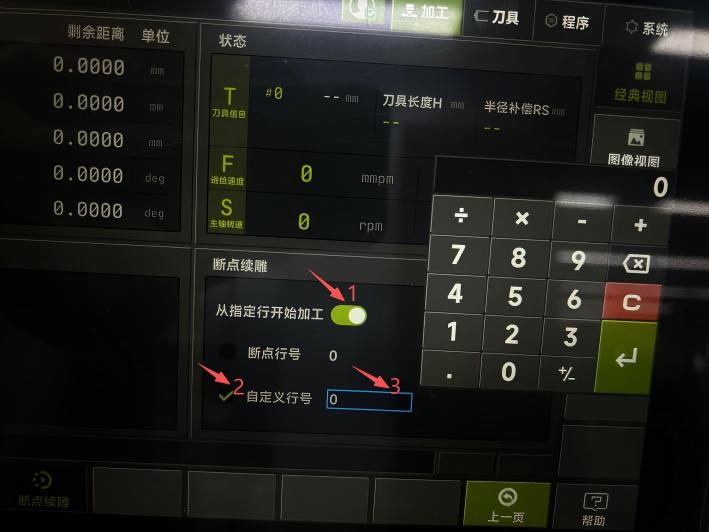
步骤 4:输入自定义行号(含回退+多工序刀具检查)
1. 计算回退行号
1. 确认中断时记录的程序行号无误, 作为回退计算的基础。
2. 在中断行号基础上向前回退一定行数,确保消除接刀痕迹, 保障加工精度。
• 示例:中断行号=441 → 可输入 400 (根据实际加工情况调整回退行数)。
2. 多工序程序刀具核查(强制要求)
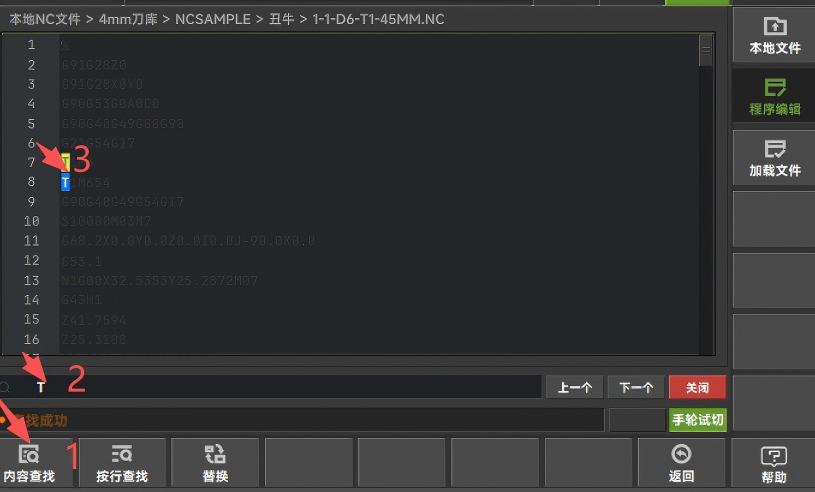
1. 打开已加载的 NC 程序, 精准定位回退后的目标行号。
2. 查看该目标行号所属工序,确认程序内标注的刀具名称、刀号(T 代码)。
3. 逐一核对机床当前装夹的刀具、刀号、补偿号(H),确保与程序标注完全一致。
4. 若刀具/刀号/补偿号不匹配,禁止启动加工,必须先换刀→重新对刀→再次核对,直至完全一致。
3. 输入行号
• 点击自定义行号输入框。
• 输入已回退并完成刀具检查的安全行号。
• 再次核对行号, 避免输错。
步骤 5:启动断点续雕(先手轮试切再自动加工)
1. 启动前逐项检查确认, 确保满足以下条件:
• 程序:正确 NC 文件已加载
• 行号:回退对应行数且核对无误
• 刀具:刀号、刀具、补偿与当前工序匹配
• 温度:机床预热至 38℃左右
• 坐标:已完成对刀,坐标无偏移
2. 手轮试切确认: 手动操作手轮,确认进刀位置无误,避免进刀偏差。
3. 试切无误后,切换回 AUTO (自动模式), 点击 Start (启动)。
4. 机床从指定行号开始继续断点续雕加工。
三、安全与质量保障规则
1. 行号输入错误 → 直接导致撞刀、乱切、工件报废
2. 未预热/未对刀 → 尺寸偏差、接刀痕、扎刀
3. 不回退行号 → 接刀痕迹明显,工件不合格
4. 多工序不核对刀具 → 严重撞刀、损坏主轴与刀具








