
对于桌面五轴DIY玩家来说,最容易打击信心的,不是设备不会动,而是设备明明已经调试了很久,材料也准备充分,最后做出来的成品却依然不理想:铝件刀纹重,亚克力有熔痕,代木表面发灰,叶腊石边角一碰就崩,刀具还消耗得很快。很多人第一反应是怀疑机器精度不够,但实际情况往往更简单——材料特性没摸透,刀具选得不对,工艺参数也没有真正匹配。
先说结论:桌面五轴加工没有一套参数可以通用到底,真正决定效果的关键,是根据材料的硬度、韧性、耐热性和磨耗特性去匹配刀具、转速、进给、步距和切深。无论是 Xmachine XM-100,还是其他同类五轴加工中心,只要掌握“因材施艺”的思路,再配合合理的 G代码 路径策略,刀纹重、光洁度差、刀具损耗快和效率低这几个常见问题,通常都能明显改善。
为什么同一台设备,加工不同材料效果差别很大
很多初学者习惯把问题归结为设备本身,但铝合金、亚克力、代木、叶腊石的切削特性差异其实非常大。设备提供的是运动能力和加工精度,真正决定切削结果的,是刀具是否适合材料、热量是否可控、排屑是否顺畅,以及每一刀的切削负荷是否合理。
- 铝合金容易粘屑,重点是防止粘刀和表面拉伤。
- 亚克力怕热又偏脆,重点是减少熔痕和崩边。
- 代木粉尘多,重点是及时排屑和保持表面干净。
- 叶腊石脆性和磨料性并存,重点是减小冲击并控制刀具磨损。
这也是为什么桌面五轴CNC加工不能只靠别人发来的一组参数照搬使用,而是要先理解材料,再去设定适合自己的基础工艺模板。
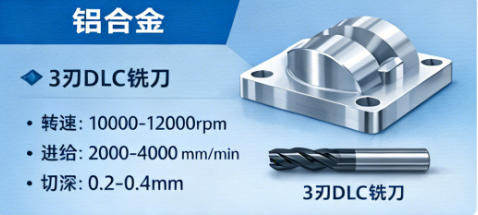
铝合金:兼顾效率与光洁度,先解决粘刀问题
铝合金是最常见的DIY金属材料之一,优点是切削效率高,但缺点也很明显:铝屑容易粘附在刀具刃口上。一旦形成积屑,表面刀纹会明显加重,毛刺增多,刀具磨损也会加快。
推荐刀具
更适合使用锋利的3刃DLC涂层专用铝用铣刀。DLC涂层有助于减少铝屑粘连,3刃结构在效率和稳定性之间更平衡,适合桌面五轴CNC常见的小型金属件加工。
参考参数
- 转速:10000-12000rpm
- 进给速度:2000-4000mmpm
- 步距:刀具直径的60%-70%
- 切深:0.2-0.4mm
加工铝合金时,关键不是一味提速,而是让切削保持顺畅。若已经出现拉丝感、毛刺或发黏现象,通常应先检查刀具刃口和排屑情况,再小幅调整进给和切深,而不是直接否定设备表现。
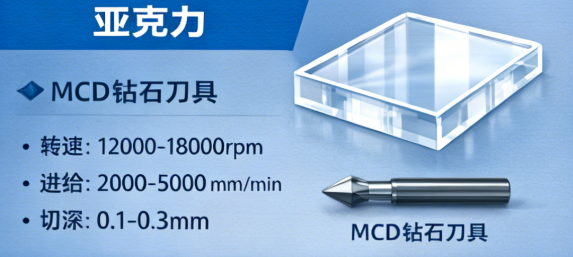
亚克力:想要透光和镜面,关键是控温与防崩边
亚克力常用于透光件、装饰件和展示件,加工目标通常是边缘干净、表面透明、尽量接近镜面效果。但亚克力耐热性较差,切削中一旦发热,就容易留下熔痕;同时材料有一定脆性,刀具不够锋利时又容易崩边。
推荐刀具
更适合使用 MCD 钻石铣刀。钻石类刀具硬度高、耐磨性好,刃口非常锋利,能有效降低切削阻力和局部温升,对亚克力这类材料更友好。
参考参数
- 转速:12000-18000rpm
- 进给速度:2000-5000mmpm
- 步距:50%-80%
- 粗加工切深:0.1-0.3mm
亚克力加工不能只追求速度,更要重视切削热控制。刀刃保持锋利、吹气及时、走刀连续,通常比单纯提高主轴转速更有效。对五轴加工中心来说,优化 G代码 中的停顿和转向策略,也能减少局部发热带来的熔痕问题。
代木:细节表现不错,但必须重视粉尘排出
代木是模型、结构验证和工艺品制作中常见的材料,优点是材质均匀、容易切削、细节还原度较高。但它加工时会产生较多粉尘,如果粉尘不能及时带走,就容易附着在表面,影响尺寸边缘和整体质感。
推荐刀具
更适合使用2刃或3刃整体钨钢铣刀,重点关注容槽量是否足够。容槽空间更大,有利于粉尘快速排出,减少堵屑和摩擦。
参考参数
- 转速:8000-14000rpm
- 进给速度:2000-5000mmpm
- 步距:50%-70%
- 切深:0.4-0.8mm
代木加工中,吹气和排屑并不是附属动作,而是决定表面质量的重要环节。很多用户看到边缘模糊、表面发灰,问题并不一定出在刀路上,而是粉尘没有及时清走。对桌面五轴CNC而言,稳定排屑往往比单纯提高切削速度更重要。

叶腊石:难点在于脆性和磨损同时存在
叶腊石是比较考验工艺耐心的一类材料。它脆性明显,容易崩角,同时又带有一定磨料性,会加快刀具磨损。因此在这类材料上,参数思路通常要比铝合金和代木更保守。
推荐刀具
更适合选择金刚石涂层或镀钛铣刀。这类刀具更耐磨,同时应尽量保证刀刃锋利,以减少切削冲击,降低崩角风险。
参考参数
- 转速:10000-12000rpm
- 步距:20%-50%
- 切深:0.05-0.2mm
- 进给建议:从较低进给起步,结合试切结果逐步调整
叶腊石更适合采用轻切削思路,也就是每刀切削量不要太大,路径尽量平稳,避免突然吃刀。对这类材料而言,过分追求效率,往往会换来更高的崩角风险和更快的刀具损耗。

应用建议:不要只背参数,要建立材料对应的工艺思路
上面的参数更适合作为起始参考,而不是固定不变的唯一答案。因为刀具刃径、伸出长度、装夹状态、吹气效果,以及 G代码 中的路径规划方式,都会让最终结果出现明显差异。更实用的方法,是先按材料建立基础参数区间,再通过小样测试观察表面状态、切屑情况和刀具磨损,再逐步微调。
- 加工铝合金时,重点看是否粘刀、是否有毛刺。
- 加工亚克力时,重点看边缘是否发白、表面是否有熔痕。
- 加工代木时,重点看粉尘是否堆积、细节边缘是否干净。
- 加工叶腊石时,重点看是否崩角、刀具寿命是否下降过快。
如果你正在使用 Xmachine XM-100 这类 桌面五轴CNC,更合理的做法不是照搬“万能参数”,而是先理解材料,再去匹配刀具与工艺。这样不仅能减少试错时间,也更符合五轴加工中心在真实应用中的工作逻辑。
对于想进一步提升加工稳定性和成品质量的用户来说,Xmachine XM-100 这类 桌面五轴CNC 的价值,不只是设备本身具备真五轴能力,更在于它能够配合规范的材料工艺方法,逐步建立属于自己的加工参数体系。
总结
桌面五轴加工真正难的,从来不是设备会不会动,而是你是否真正理解材料。铝合金要防粘刀,亚克力要控温防崩边,代木要重视排粉尘,叶腊石要轻切削减磨损。只要掌握“因材施艺”的思路,再结合合适的刀具、参数和 G代码 路径策略,桌面五轴CNC就能做出更高质量、更稳定、更有效率的作品。这也是 Xmachine XM-100 用户从会操作设备,走向真正会加工的重要一步。








