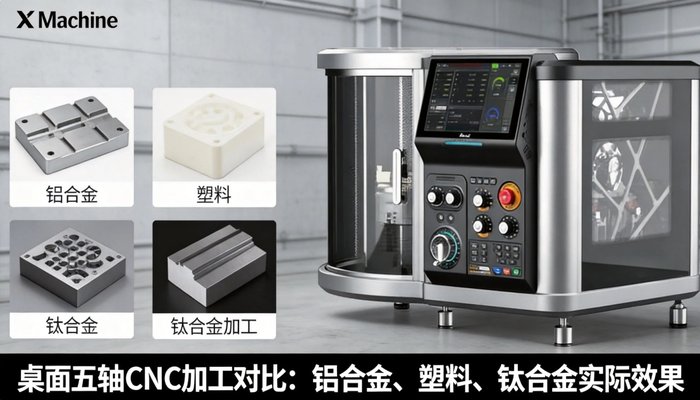
很多用户第一次接触五轴设备时都会问:五轴加工中心做铝合金、塑料和钛合金,到底效果怎么样?今天直接给答案,不绕弯子。
结论:铝合金和塑料效果非常好,钛合金能做但要慢。具体来说,铝合金表面光滑细腻;塑料件尺寸精准、无毛刺,适合装配测试;钛合金则需要更保守的参数,主要用于打样和研发。 一台靠谱的桌面五轴CNC就能帮你搞定这三种材料。
一、铝合金:轻松获得光亮表面
铝合金是五轴加工中最友好的金属。使用合理刀具和冷却,加工出的表面粗糙度可达Ra0.8以下,呈均匀金属光泽。因为五轴可以倾斜刀具,避免球头刀刀尖切削,所以曲面和侧壁效果更佳。例如6061铝合金零件,切深0.1mm、进给1500mm/min,侧壁几乎不需要后处理。
二、塑料:结构验证的最佳选择
塑料(ABS、POM、PC等)在五轴加工中心上表现优秀。由于切削阻力小,配合气冷或微量冷却,可以获得无熔融、无毛刺的切面。非常适合:
- 结构验证 – 开模前快速验证装配关系
- 装配测试 – 一次加工出卡扣、螺纹等特征
- 透明件原型 – 高速切削后抛光即可
塑料加工效率高,刀具磨损小,是桌面五轴入门首选。
三、钛合金:能做,但要慢一点、稳一点
钛合金(如TC4)难在导热差、容易粘刀。但在五轴加工中心上仍然可以完成打样和研发任务。需要降低线速度(20-40m/min)、小切深(0.1-0.2mm)、充足冷却液。实际加工小型支架,表面粗糙度可达Ra1.2左右,没有明显振纹。注意:不适合大批量高效生产,但单件或小批量验证完全可行。
不管你用的是哪种材料,一台支持真五轴联动和RTCP功能的桌面五轴CNC都能让你轻松应对。比如Xmachine XM-100,内置自动换刀、兼容标准G代码,只需在CAM软件中生成刀路,导出G代码即可加工。整机紧凑、全封闭,实验室也能安全运行。
最后再强调一下:铝合金和塑料在五轴加工中心上的效果完全值得信赖,钛合金只要参数合理也足够满足研发测试。从一段简单的G代码开始,亲身体验五轴联动带来的精度与便利吧。








